客户背景简介:
本试切报告由行业知名模具公司出具,其想采购CAM软件的原因是想提高加工效率。
遇事采用了WorkNC和XX软件做了试切对比,通过开粗、二粗、清角等方面的对比分析,得出结论以下结论:
WorkNC对大型工件开粗,二粗,清角方面有明显优势, 生成的刀路基本上没有空刀路,抬刀较少。程序时间计算:开粗总体提效在17.7%。整个工件正面加工提效14.6%;加工时间计算:开粗总体提效在13.4%。整个工件正面加工提效11%。
各个试切环节细节如下:
客户选择WorkNC测试的目的:提效
测试条件:同一工件,分别采用XX软件、WorkNC编程以及实际加工
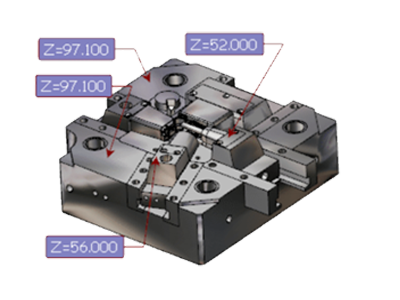
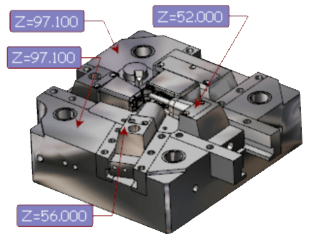
测试工件: R150493-AC01
数控设备:龙门2,龙门6
测试时间:2015-12
R150493-AC01 正面开大粗

参数设定相同(正面开大粗-1) :
刀具:T52R3 刀长:150
切深:0.5mm 切宽:34mm
转速:650 进给:4000
加工机床:龙门2
加工时间:
XX软件:15小时20分钟
WorkNC:12小时5分钟
比较结果:WorkNC未删减过刀路。WorkNC相比XX软件开大粗提效:21.2%
R150493-AC01 正面开大粗

参数设定相同(正面开大粗-2) :
刀具:T52R3 刀长:200
切深:0.5mm 切宽:34mm
转速:650 进给:4000
加工机床:龙门2
加工时间:
XX软件:1小时58分钟
WorkNC:1小时24分钟
比较结果:WorkNC未删减过刀路。WorkNC相比XX软件开大粗提效:28.8%
R150493-AC01 正面开大粗

参数设定相同(正面开大粗-3) :
刀具:T52R3 刀长:550
切深:0.35mm 切宽:34mm
转速:800 进给:3000
加工机床:龙门2
加工时间:
XX软件时间:56分钟 WorkNC时间:50分钟
比较结果:WorkNC未删减过刀路。WorkNC相比XX软件开大粗提效:10.7%
R150493-AC01 二次开粗

参数设定相同(正面二次开粗-1) :
刀具:T52R3 刀长:150
切深:0.5mm 切宽:34mm
转速:800 进给:4000
加工机床:龙门6
加工时间:
XX软件:4小时38分钟 WorkNC:3小时44分钟
比较结果:WorkNC未删减过刀路。WorkNC相比XX软件开大粗提效:19.4%
R150493-AC01 二次开粗

参数设定相同(正面二次开粗-2) :
刀具:T52R3 刀长:150
切深:0.5mm 切宽:34mm
转速:800 进给:4000
加工机床:龙门6
加工时间:
XX软件:1小时9分钟 WorkNC:53分钟
比较结果:WorkNC未删减过刀路。WorkNC相比XX软件开大粗提效:23.2%
R150493-AC01 二次开粗

参数设定相同(正面二次开粗-3) :
刀具:T52R3 刀长:150
切深:0.5mm 切宽:34mm
转速:800 进给:4000
加工机床:龙门6
加工时间:
XX软件:23分钟 WorkNC:18分钟
结果比较:WorkNC未删减过刀路。WorkNC相比XX软件开大粗提效:21.7%
R150493-AC01 大粗清角

参数设定相同:
刀具:T22R1.5 刀长:90mm
切深:0.30mm 切宽:13mm
转速:2200 进给:1500
加工机床:龙门6
加工时间:
XX软件:3小时55分 WorkNC:3小时7分钟
结果比较:WorkNC相比XX软件大粗清角提效:20.4%
R150493-AC01 清角

参数设定相同:
刀具:T12R0.5 刀长:60mm
切深:0.25mm 切宽:8mm
转速:2200 进给:1500
加工机床:龙门6
加工时间:
XX软件:5小时56分 WorkNC:4小时14分
结果比较: WorkNC相比XX软件大粗清角提效:28.7%
R150493-AC01 清角

参数设定相同:
刀具:T12R0.5-热胀杆 刀长:60mm
切深:0.25mm 切宽:8mm
转速:2200 进给:1500
加工机床:龙门6
加工时间:
XX软件:31分 WorkNC:15分
结果比较: WorkNC相比PowerMill大粗清角提效:51.6%
R150493-AC01 清角

参数设定相同:
刀具:T6R0.5-热胀杆 刀长:30mm
切深:0.18mm 切宽:4mm
转速:2200 进给:1500
加工机床:龙门6
加工时间:
XX软件:1小时19分 WorkNC:1小时13分
结果比较: WorkNC相比XX软件大粗清角提效:7.6%
R150493-AC01 清角

参数设定相同:
刀具:T4R0.5-热涨刀柄 刀长:20mm
切深:0.18mm 切宽:2.5mm
转速:4000 进给:1000
加工机床:龙门6
加工时间:
XX软件:2小时30分 WorkNC:2小时13分
结果比较: WorkNC相比XX软件大粗清角提效:11.3%
提效数据:

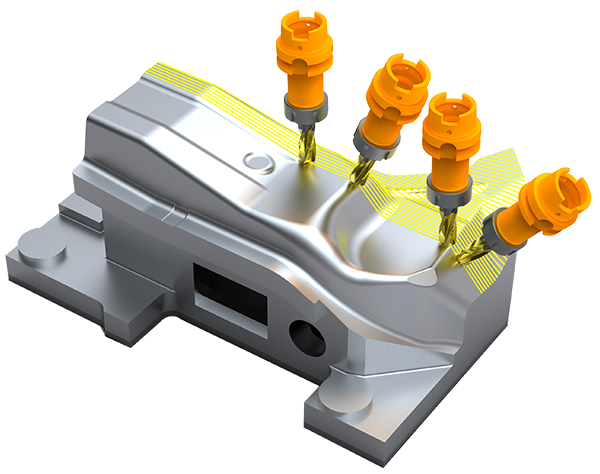
从上述数据来看,WorkNC对大型工件开粗,二粗,清角方面有明显优势, 生成的刀路基本上没有空刀路,抬刀较少。
程序时间计算:开粗总体提效在17.7%。整个工件正面加工提效14.6%
加工时间计算:开粗总体提效在13.4%。整个工件正面加工提效11%
|

 WorkNC
WorkNC