NCspeed
optimising the Die Surface milling process for a large Stamping Die
Evaluation
test in Dagenham Tool&Die Ford Motor Company
1.
Summary
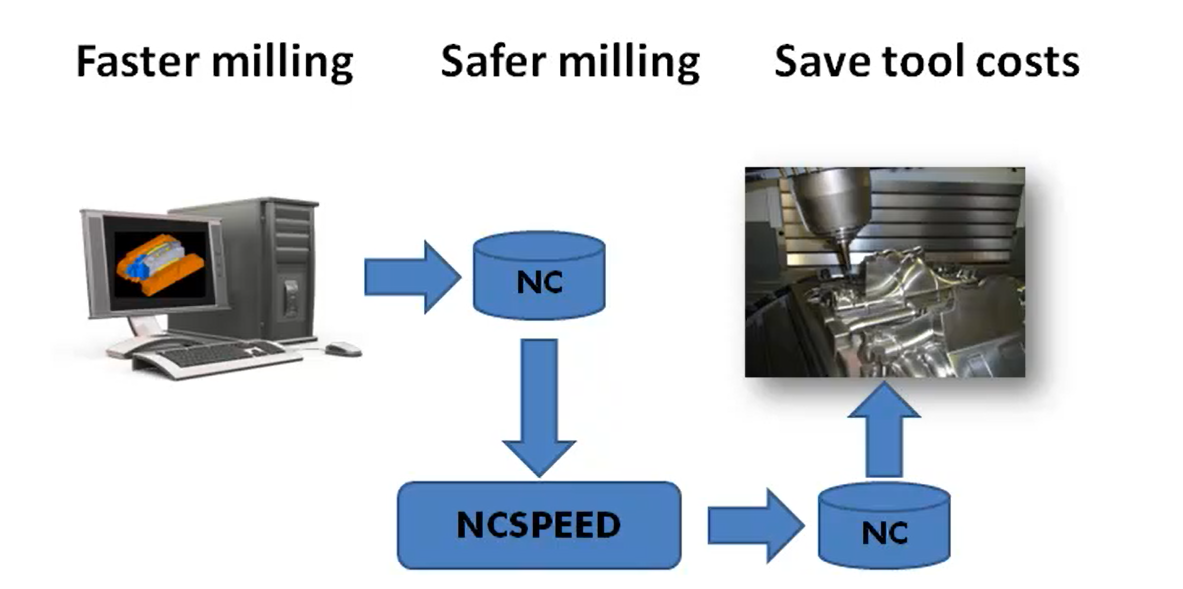
The software NCspeed from FORMTECGmbH is an optimisation system for
NC-programs in the field of die and mould making process. NCspeed acts as a
post-processor on standard MCD output and adapts the programmed feed rate to
the actual cutter engagement conditions. The software reduces the feed rate in
areas, where the milling tool has to cut high volumes of material whilst in
uncritical areas with less or none material the feed rate is increased
significantly. This results in total machining time savings of about 20% and more
depending on the cutting strategy while achieving a better process stability at
the same time with no manual intervention from the machine operator.
In this evaluation pilot at Ford's Tool&Die shop in Dagenham more
than 40% machine time savings have been realised for the pre -finishing milling
operations. The predicted improvement of the milling process stability could be
proved in reality which may allow the operator to securely run more than one
milling machine, a contribution towards man-less machine aperation.

2. Test environment
The MCD output of Jaguar's X400 lift gate inner punch die unit was
optimised with the NCspeed software. The previous NC programming was done with
a CAM- System using alltaday's commonly used strategies as roughing-in-plane,
copymill and rest material in 3and 3+2 axis mode with toroid and ball end
cutlers. The surface geometry of the part is symmetric and therefore one half
of the workpiece could be milled with NCspeed and the other conventionally,
letting the machine operator control the mill's feed. This enabled US to
compare the actual milling time.
3.
Test results
3.1. Roughing
The selected CAM-strategy for roughing was roughing-in- plane. This
commonly used method with its toroid cutters usually
uses the conventional climbing option which generally results in a higher degree
of air cuts and approaching/retracting movements
with a total increase of machining time. As
NCspeed simulates the actual material stock condition, air cuts are speeded up
and reduced (67 vs. 147 meter) and the cutting force on the cutter is kept constant
by controlling the feed rate accordingly. In total, the milling time of this NC
operation is decreased, results are shown in the next table.

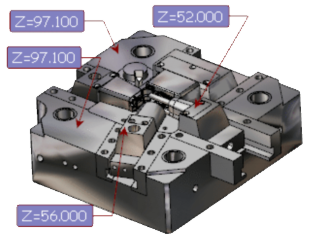
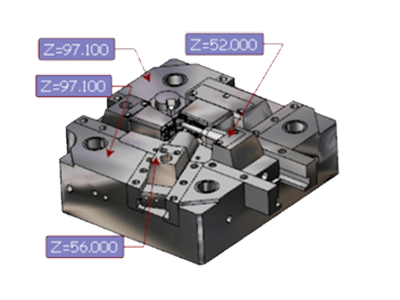
3.2. Semi-finishing
The first roughing process with its large cutter usually leaves much
material in areas where the cutter can not plunge in. The NC programmer must
take notice of this situation and plan the following milling strategies
accordingly. As NCspeed simulates and displays the actual material situation it
is also a valuable tool for the NC programmer to plan and set up the next NC
operations as can be seen in the left picture.

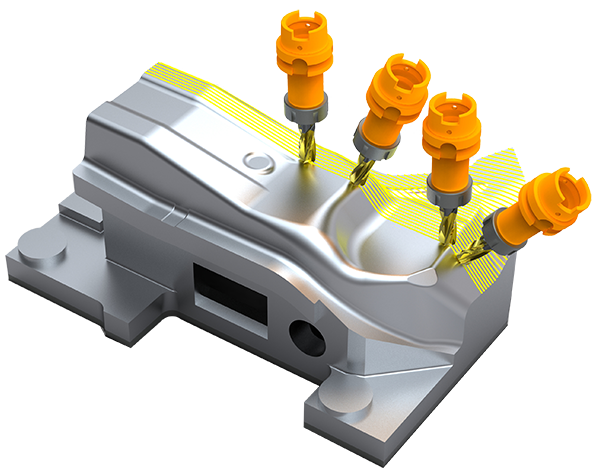
Based on the calculated material stock NCspeed simulates the cutting process
and adjusts the machine feed to keep the cutter's stress as constant as
possible. Blue coloured areas in the right picture indicate critical engagement
conditions of the cutter with low feed rates detected and automatically
adjusted by NCspeed. Specially all grooves and corners in the left picture are
critical spots. Compared to the machine operator who dsiminishes the feedrate
at the controller's level manually the simulation with NCspeed guaranties a
saver process and an efficiency improvement of 59%.

3.3. Restmaterial Clean-up
To get a uniform material offset on the die surface and to be prepared
for the final High-Speed Cutting the rest material along grooves and convex
corners must be cleaned. The CAM-System calculates the affected regions and
delivers the cutter paths. NCspeed simulates the cuter's stress situation and
adjusts the feed rates.

The savings in machine time are again tremendous. With the NCspeed
optimised NCprogram the machine operator had not to approach the workpiece
slowly and carefully and the NC programmer also encouraged him to push the
start button and let the program run because he already checked and verified
the milling process during the computer simulation.

3.4. High Speed Finishing
The NC programmers experience in defining appropriate milling strategies
and the ability of today's CAM systems yield to a
very proportional material of set of usually 0.2mmacross the workpiece's
surface. Therefore generally speaking there is nothing or very little that
can be optimised with NCspeed in this final High Speed Cutting operation.
3.5. Machining Time Totals:
|
course
|
federates
|
machining time
|
Savings
|
|
original
|
optimized
|
original
|
optimised
|
|
min
|
max
|
time
|
%
|
|
profiling
|
|
|
|
0:10:44
|
0:10:44
|
00:00:00
|
0
|
|
roughing
|
1000
|
750
|
1500
|
7:06:36
|
3:36:09
|
03:30:27
|
49
|
|
zick-zack
|
942
|
942
|
2500
|
6:05:00
|
2:30:00
|
03:35:00
|
59
|
|
zick-zack front
|
|
|
|
1:08:00
|
1:08:00
|
00:00:00
|
0
|
|
zick-zack back_
|
|
|
|
0:49:00
|
0:49:00
|
04:25:37
|
0
|
|
corner picking
|
1000
|
500
|
2500
|
10:10:37
|
5:45:00
|
00:00:00
|
43
|
|
zick- -zack precut
|
|
|
|
0:15:00
|
0:15:00
|
00:00:00
|
0
|
|
finish top
|
|
|
|
3:55:12
|
3:55:12
|
00:00:00
|
0
|
|
finish bottom
|
|
|
|
8:27:36
|
8:27:36
|
00:00:00
|
0
|
|
finish left
|
|
|
|
1:27:34
|
1:27:34
|
00:00:00
|
0
|
|
|
|
sum
|
39:35:19
|
28:04:15
|
11:31:04
|
29
|


 WorkNC Industry ...
WorkNC Industry ...