Roughing and Re-roughing toolpaths are one of the many strengths of WorkNC. The roughing phase of a productive CAM system allows users to significantly reduce machining times.
WorkNC Roughing strategies allow toolpath generation with reduced air cutting time, localized retracts, corner smoothing adapted for HSM and avoidance of ramping when not necessary.
Features at a glance
-
Efficient toolpath generation
-
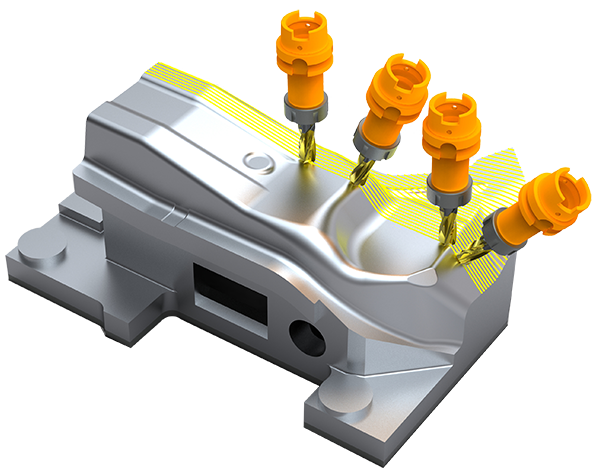
Dynamic holder collision avoidance
-
Smooth trajectories for HSM
-
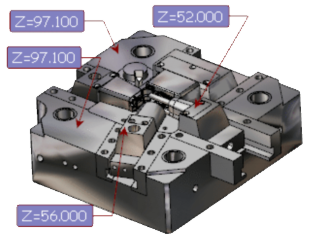
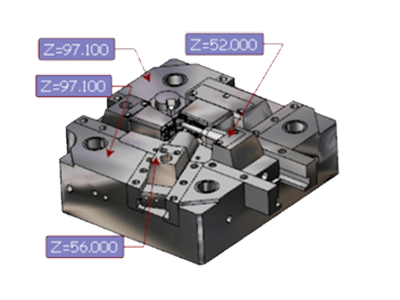
One click Z plane control
-
Comprehensive range of stock model types
-
Full 3+2 stock generation for intelligent roughing
WorkNC automatically determines the areas where material has to be removed using its dynamic stock model management. This makes machining even more reliable by taking into account the cutting tool and the tool holder to dynamically update the roughing toolpath and automatically avoid collisions for any tool length.
Good quality efficient roughing is greatly enhanced with an accurate stock model. WorkNC has 5 types of stock model available to cover all types of applications (such as simple solid block, user defined rectangular or circular block, casting, surface offset & CAD model) which mean that there is never a situation where a user cannot rough out a part efficiently for lack of stock model availability.
The efficiency of re-roughing strategies is constantly improving and WorkNC also has the ability to rough out undercut areas using 3+2 axis strategies. These work from a 3D stock model that is systematically updated allowing successive re-roughing toolpaths to be run with progressively smaller tools, only working on the remaining stock.
WorkNC roughing toolpaths ensure smooth motion and cutting conditions at all times, which are automatically optimized with minimal user input. This all comes together to ensure that WorkNC delivers high performance machining as well as long tool and machine service life.
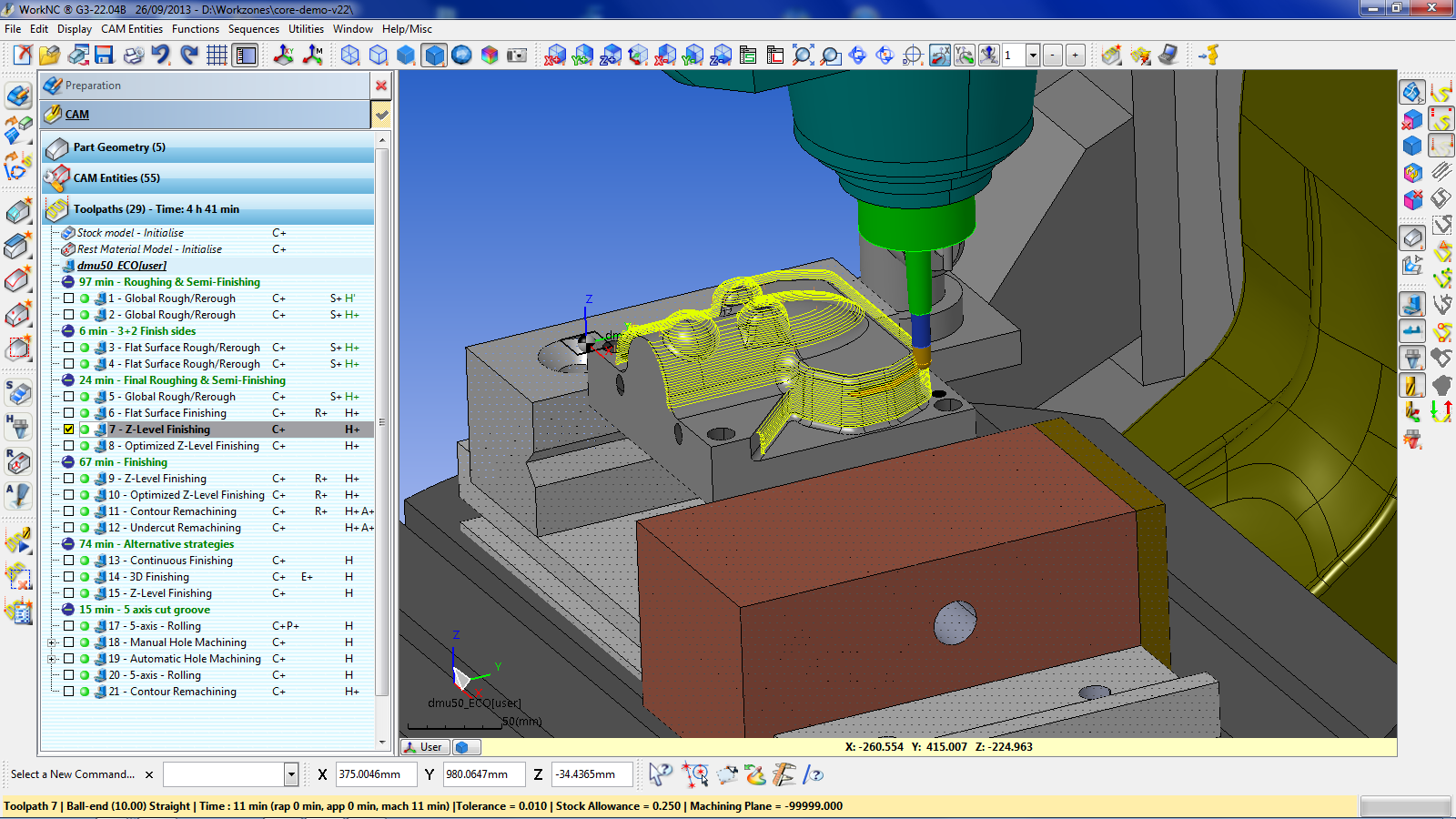
The Global Rough/Re-rough toolpath works from a stock model to ensure optimised cutting at all times, and is the main strategy utilised for a wide range of applications.
This toolpath is designed to reduce air cutting time with localized retracts and corner smoothing adapted for HSM (high speed machining) and also for automatic detection and machining of flat surfaces, ensuring consistent levels of remaining stock.
Global Re-rough automatically determines the areas where material has to be removed using its dynamic stock model management function.
Furthermore this toolpath is capable of machining large quantities of stock in a single pass due to large stepover capabilities (up to 95% of cutter diameter) and large Z steps. Maximum remaining cusp height when machining a given level can also be controlled. The initial stepover can be specified to ensure cutter load is not excessive during the first pass at each level. This is useful when the “real” stock is not quite the same size as the theoretical stock.
This highly optimized machining toolpath enables significant productivity gains to be made.
Flat Surface Rough/Re-Rough
As the name suggests this strategy is designed for machining flat surfaces and is particularly useful for cleaning out these areas (even down to zero stock) with progressively smaller cutters, where stock remains in tight corners. It can automatically detect areas to machine, whilst remaining clear of existing stock on sloping side walls.
Typically it is used after an initial roughing toolpath and is thus a very useful complimentary companion to Global Roughing, as it allows one single use over the part contour, use of the same tool as the previous step but concentrating on flat/vertical areas only and an optimised trajectory with constant feed rate and material removal with spiral lead-ins.
Adaptative Trochoidal Roughing (Hard material machining)
The Adaptive Trochoidal Roughing toolpath is recommended for hard material machining and/or machining with a large Z-Step.
This toolpath guarantees optimized machining conditions with a trochoidal movement when machining over the full diameter of the tool and during contouring when lead-ins allow it. This is designed to limit tool loading in certain areas such as pockets and corners. Machining is also made in the climb mode which ensures reduced tool wear. It is also possible to incorporate re-roughing passes of a smaller Z step with the same cutter in the same toolpath, to increase efficiency.
With the WorkNC dynamic stock management this toolpath represents a breakthrough in optimization and productivity.
Spiral Core Roughing
The Spiral Core Roughing toolpath is recommended for machining parts with core-shaped features, or for machining parts from the exterior to the interior. It is ideally used with a high feedrate and can be used to cut hard materials too.
The trajectories produced are in a smooth spiral with a single pass per level ensuring excellent fluidity of movement.
High Volume Roughing (Plunging)
High Volume Roughing (Plunging) is ideal for rapidly removing large amounts of stock, particularly on large parts.
WorkNC users report a reduction of machining times of more than 50% using this strategy.
It is particularly suited to use on more traditional machines as the load is exerted through the spindle, with minimal radial loading and deflection and reduced spindle wear.
Other advantages include high chip removal rates due to large forward stepovers when compared to more conventional methods, choice of finish quality for versatility, 3 types of cutting action depending on tool type and rapid calculation speed.


 WorkNC Industry ...
WorkNC Industry ...