WorkNC has a very wide range of finishing strategies available, providing the complete solution to all finishing job requirements.
Features at a glance
-
Large choice of strategies for high finishing quality by different methods
-
Smooth trajectories, ideal for HSM
-
Spiral transitions between levels reduce lead-ins dramatically
-
Toolpath morphing in some strategies to improve finish
-
Holder collision avoidance
-
Edge avoidance options to avoid edge rounding where necessary
-
Toolpath optimisation for complete part coverage
All finishing toolpaths are optimized to ensure the highest level of performance when using high speed machining techniques such as corner smoothing, helicoidal approaches and island machining. Holder collision avoidance is a standard feature on all finishing toolpaths.
WorkNC is one of the most comprehensive CAD/CAM solutions on the market with over 20 finishing toolpaths available. This range of toolpaths allows you to select the most suitable strategy for machining your parts, no matter how complex their geometry.
Here is a summary of the main finishing toolpaths:
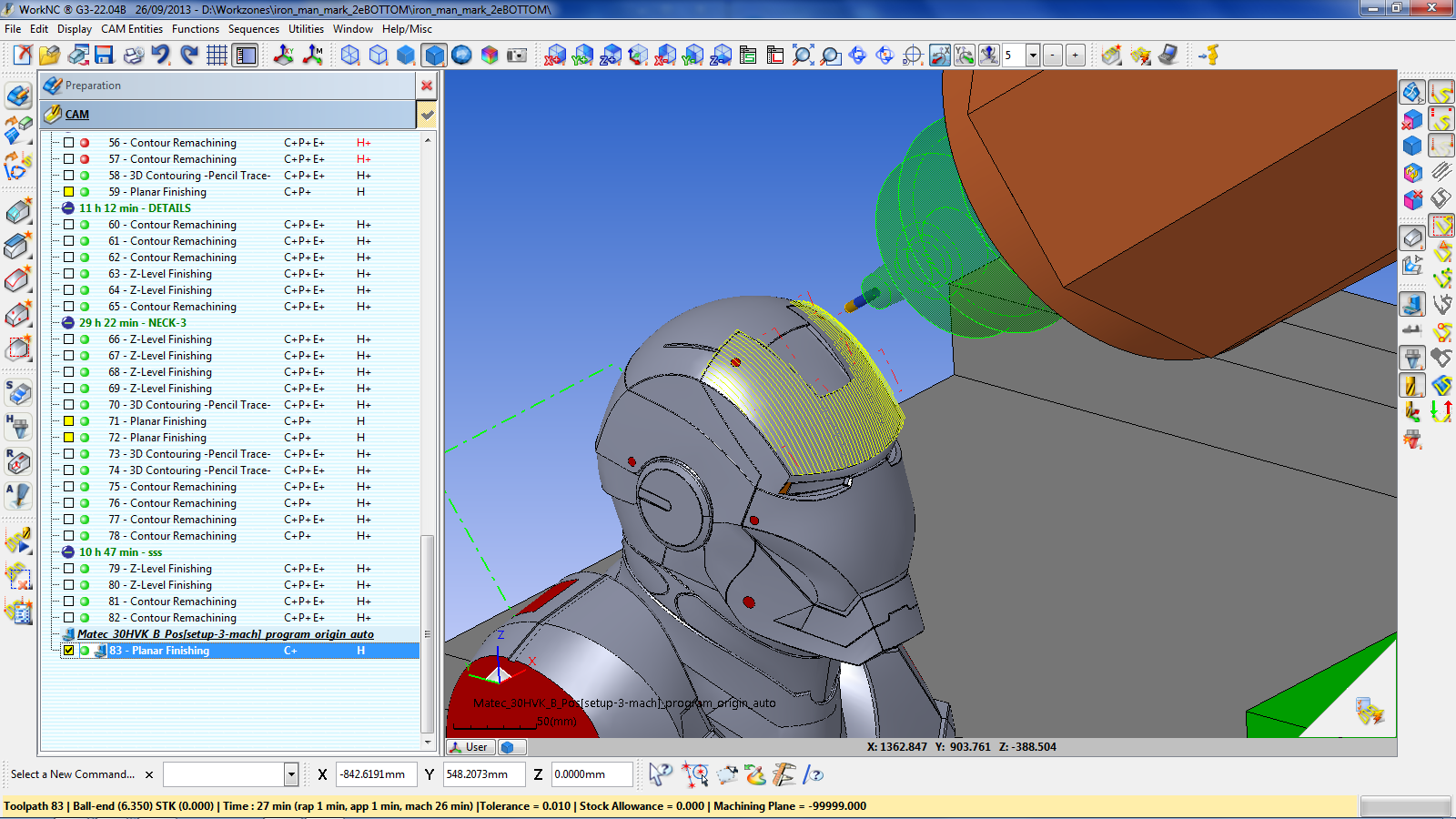
Z-level Finishing
This is a standard toolpath for machining parts with vertical or steep sides or very curved shapes. It is designed for high speed machining with smooth, rounded movements as well as optional spiral transitions to move seamlessly from one level to the next. This toolpath is also optimised for reducing machining times and improving quality with automatic lead-ins on angles avoiding marking the part.
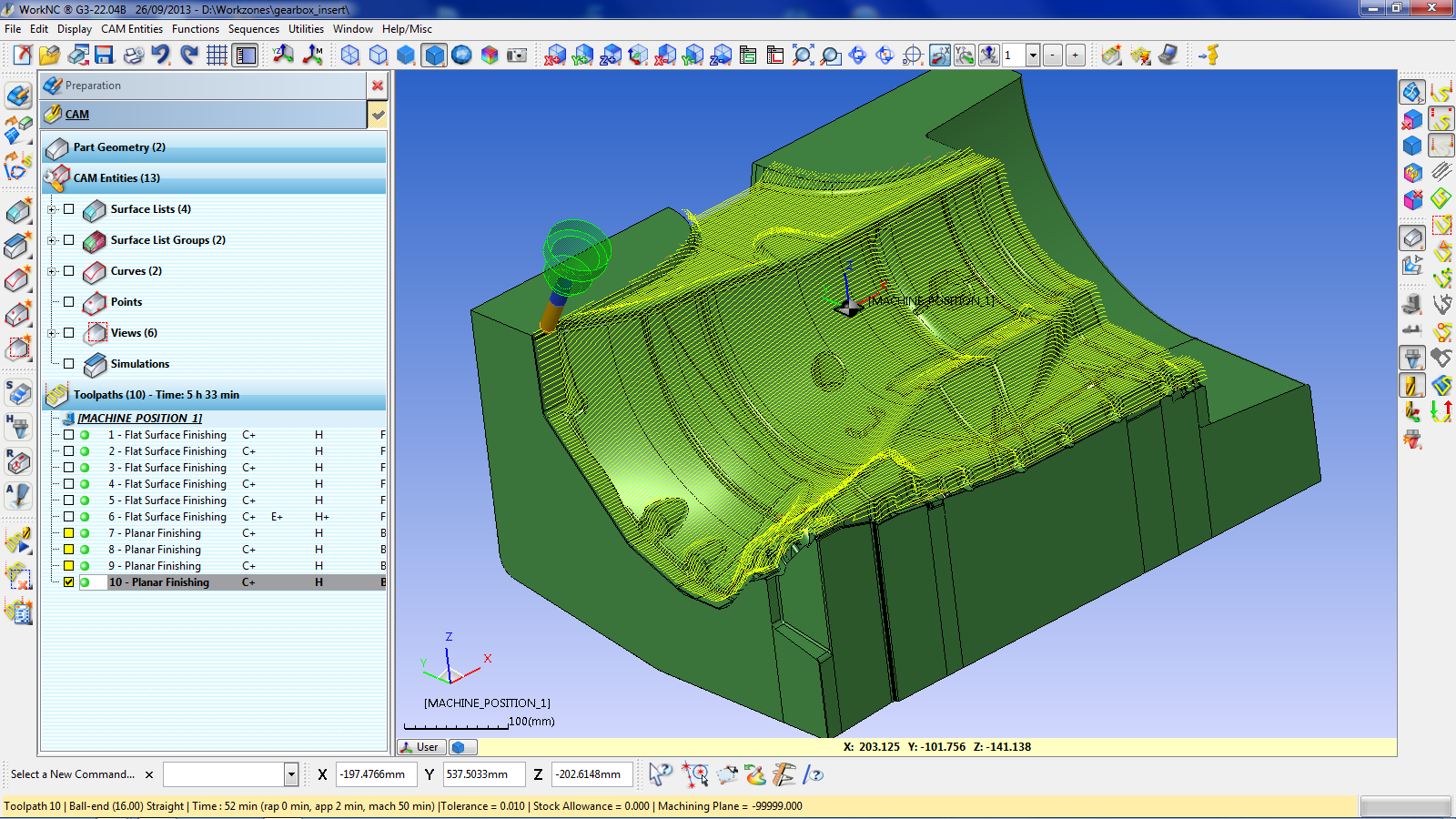
Planar Finishing
Planar finishing is the standard finishing toolpath and is suitable for use with a large range of materials and cutter types supported by WorkNC. It is best suited to areas of the part that are not excessively steep and can automatically avoid areas that would cause the stepover to open too much due to gradient. Smooth radial stepover transitions can be performed between passes as well as tangentially extending all passes on part edges to avoid leaving cusps and completely finishing the surface.
Optimised Z-Level Finishing
This toolpath is usually used in conjunction with the Z-level Finishing toolpath. It is intended to machine the relatively flat areas of the part in a variety of ways, and is also able to machine or avoid the flat areas as required. Smoothing radius avoidance is also available to avoid the cutter going into areas of the part where heavier stock remains, due to a smoothing radius having been used on a previous toolpath.
Optimised Planar Finishing
This toolpath is usually used in conjunction with the Planar Finishing toolpath to machine the areas of the part where the slope is steeper than a specified angle, and usually in an opposing direction to that of the original toolpath.
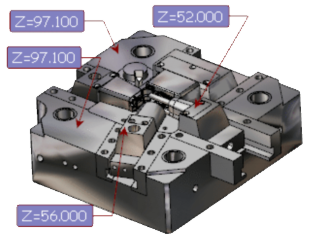
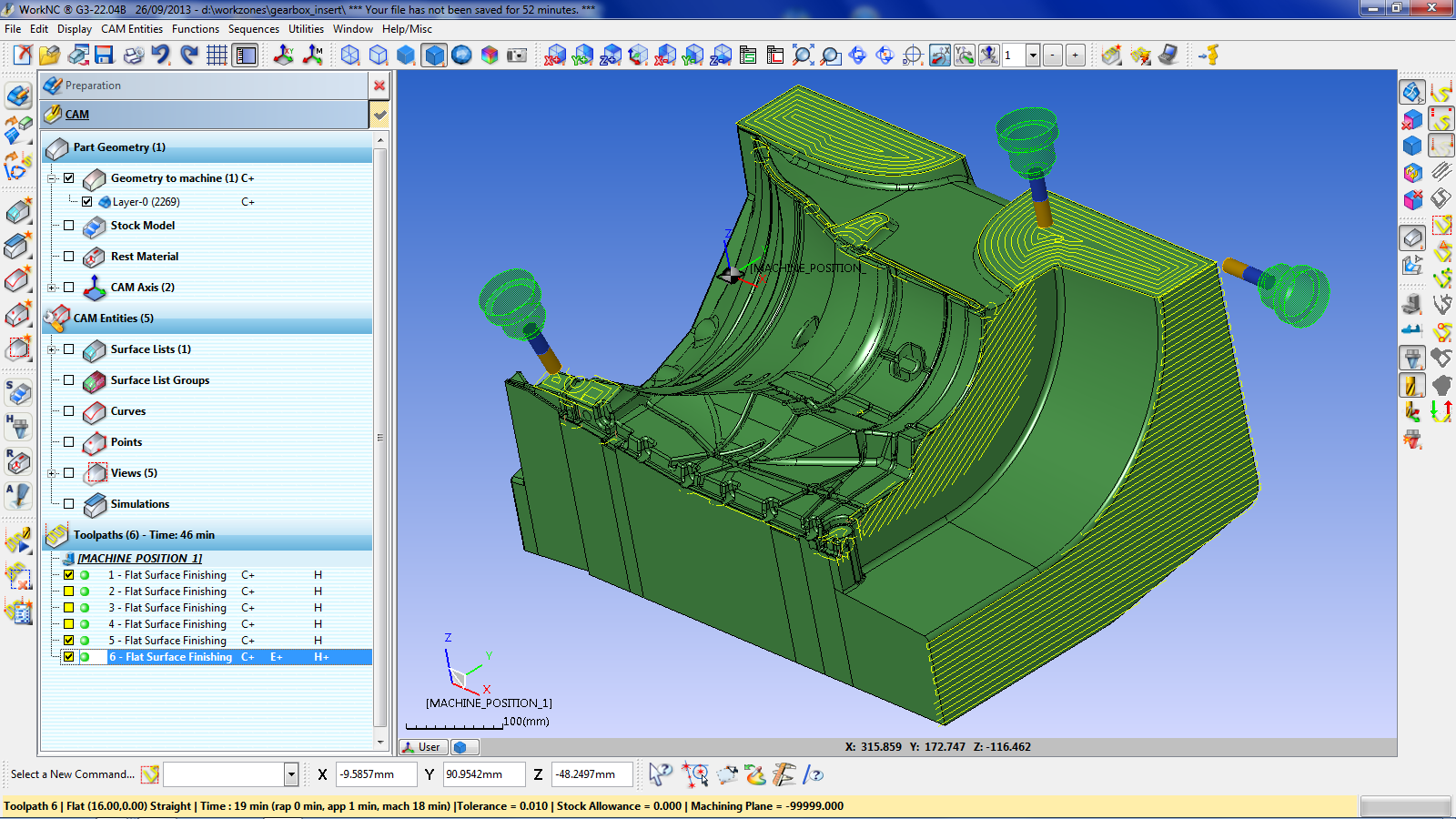
Flat Surface Finishing
This toolpath is designed for machining parts with large flat surfaces such as parting surfaces. It is also optimised for HSM machining with smooth spiral pocketing and a large angle radius. This toolpath allows vertical walls, automatically detected around the flat surfaces, to be machined too.
3D Drive Curve Finishing
This toolpath is designed for finishing parts with relatively regular forms. It is suitable on all kinds of materials and keeps its passes consistent regardless of gradient. Spiral transitions ensure constant contact with the cutter for a superior finish.
3D Finishing
This is an all new high quality finishing strategy that can automatically morph the trajectory to suit the surface contour of the selected surfaces. Coupled with spiral transitions this toolpath offers an excellent finish with minimal stepovers and lead-ins. It is designed for use on selected areas that require the highest surface finish.
ISO Finishing
This is also an all new strategy, this time using a curve to determine the start point and cut direction, whilst the isoparams of the surfaces selected define the toolpath trajectory. This is a more specialised toolpath offering a high degree of finish quality.
Continuous Finishing
This toolpath is designed for machining whole parts, or selected areas of parts, with one continuous trajectory, thus minimising retracts. It is intended for use on geometries that evolve in a regular manner along the machining Z axis, such as electrodes, core and cavity shapes, etc.
Between Two Curves
This toolpath allows machining between 2 user-defined drive curves, which can be either open or closed. The resulting 2D toolpath is then projected onto the surface. The user can specify whether machining is performed parallel or perpendicular to the drive curve. There is even the possibility to morph the stepover so as to maintain a smooth cutting condition at all times.
Combined Z-level & Optimised
This toolpath combines the Z level Finishing toolpath and the Optimised Z-Level Finishing toolpath one single toolpath, meaning only one setup screen and one calculation for a complete toolpath.
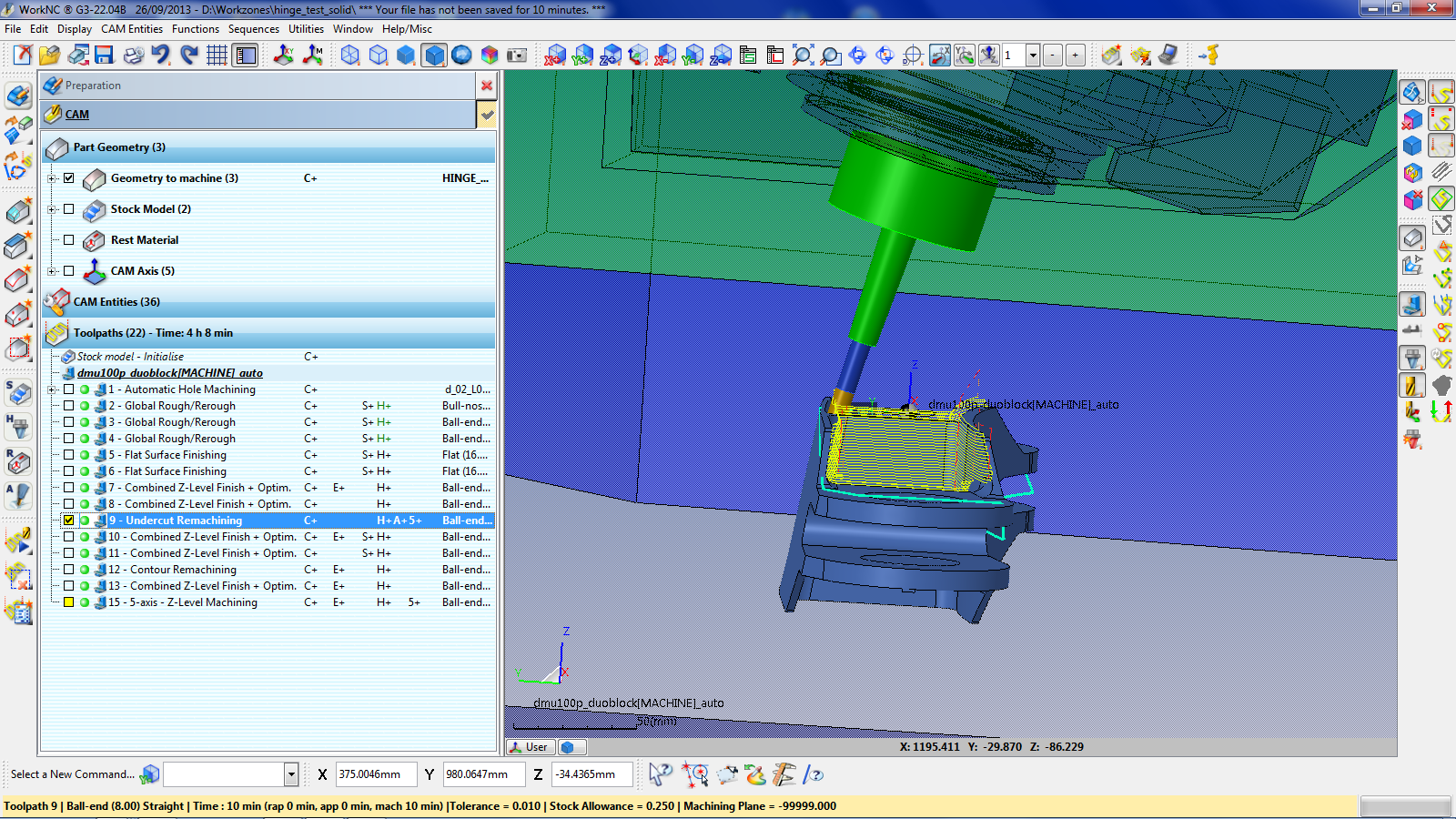
Undercut Remachining
This is a special toolpath which allows 3 axis or 3+2 axis machining of undercut areas with a lollipop or convex style cutter, working only in the areas where undercut is detected. However, if the cutter used is a standard ball tool which cannot machine undercut areas in the 3 axis mode, the toolpath can be automatically converted into a 5 axis toolpath with automatic collision avoidance with the Auto5 module. This toolpath can also be used as a standard finishing toolpath and machine the whole part including the undercut areas in one pass, but cannot be manually edited.
Spiral/Radial Finishing
This toolpath is calculated as a 2D toolpath which is then projected over the surface to be machined. In Spiral mode machining starts from a user-defined entry point cutting spirally in an inward or outward direction. Stepover is constant in the plane. In Radial mode the toolpath moves in a radial direction from a user defined centre point.
Thin Wall Machining
This toolpath is designed for machining thin walled components where they might be easily deformed if done in a conventional roughing & finishing method. Each Z level is machined in totality using a combination of 3 toolpaths: a roughing operation, a Z Level Finishing operation and finally an Optimised Z Level Finishing pass. WorkNC will then step down to the next level and repeat the sequence.
Edge Finishing
This strategy is designed for machining the sharp edges of parts such as stamping tools. It is designed so that the cutter does not touch the edge, but machines the areas on either side of the edge. In this way there is no risk of the edge being damaged by the cutter.
Along the Curve
This toolpath allows machining along a single drive curve which can be either open or closed. The resulting 2D toolpath is then projected onto the surface. There are three different ways in which the toolpath can be executed: parallel to the curve, perpendicular to the curve or along the curve in a single pass.


 WorkNC Industry ...
WorkNC Industry ...