The whole part is machined with just 4 strategies: Global Roughing
Global Roughing
Z level Finishing (areas steeper than 30 degrees)
Optimised Z level Finishing (areas shallower than 45 degrees)
Contour Remachining
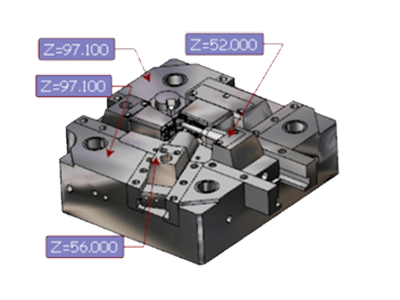
Global Roughing is used for initial roughing from both sides with Ø16mm R1 run at 5000mm/min, followed by Ø8mm ball at 4200mm/min, Ø6mm ball at 3200mm/min and Ø4mm ball at 4200mm/min.
It is even used with Ø2mm & Ø1mm ball cutters to rough some detail areas at 800mm/min from a variety of angles to get into all the hard to access areas.

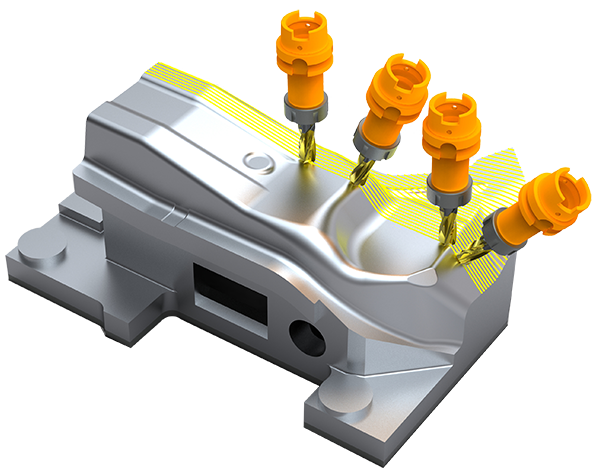
All the main finishing is done with Ø6mm ball from both sides running at 1760mm/min. The final remachining is then carried out to pick out all the detail from many different angles using Contour remachining with Ø2mm & Ø1mm ball cutters. This strategy is able to adapt to a Z level cutting method where the geometry is steeper and then back to a contouring method on the shallower areas. It is also using an “evolving” stepover where the passes morph to suit the changing radii that the cutter is following, to give a better surface finish in the corners.
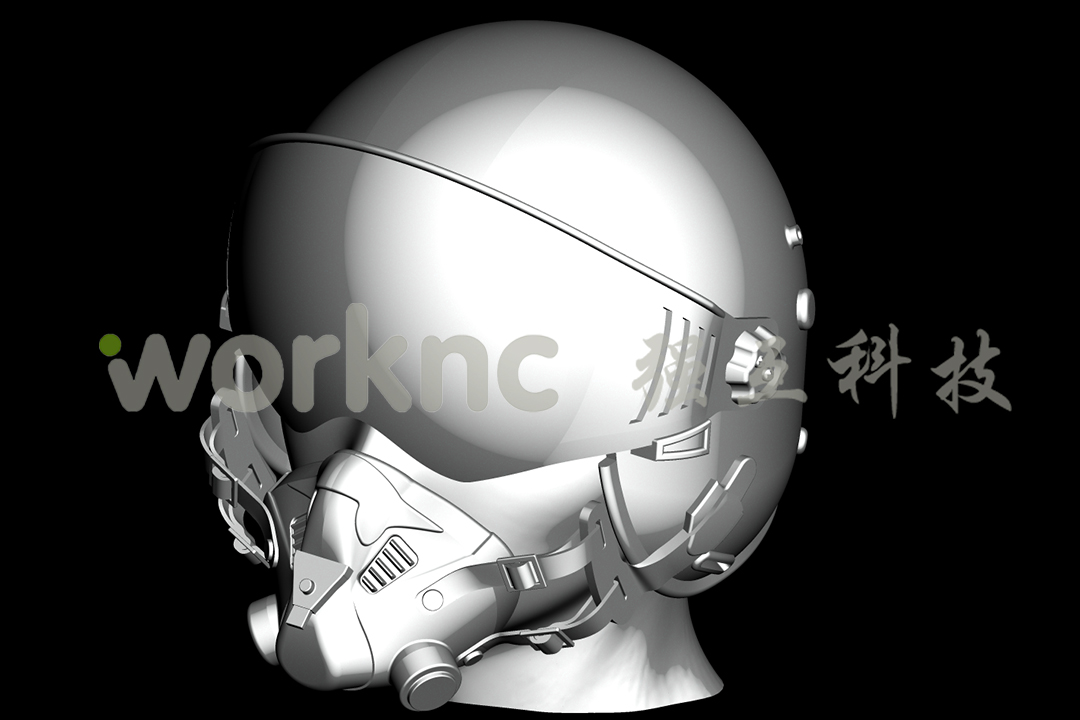
WorkNC partnered with DMG Mori Seiki and Hitachi Tool to produce an intricatelifesize model of a pilot’s head and helmet for displaying on their booth at the Le Bourget International Paris Air Show in June.
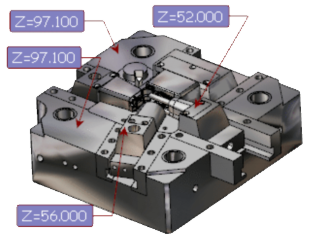
The bust was machined from 10 aluminium blocks using WorkNC’s diverse 2D 3-axis, 3+2-axis and 5-axis toolpaths, all programmed with the latest release, Version 24.

Thanks to the new Transformation functionality, toolpaths only had to be created for half the helmet. Symmetrical toolpaths were then reproduced with a single mouse click, eliminating additional calculation time, meaning the Mori Seiki DMU 60 eVo linear machine could start cutting metal considerably sooner.
DMG Milling Product Manager Denis Vernier says: “And there was never any danger of a costly collision, as WorkNC’s collision detection function includes the machining environment, tool holder, stock, and the machine itself.”
“Adjustments were not required to the post processor – the initial program was operational immediately, and whether it was a question of 5-axis positioned or 5-axis simultaneous strategies, the different machining phases succeeded each other seamlessly.”

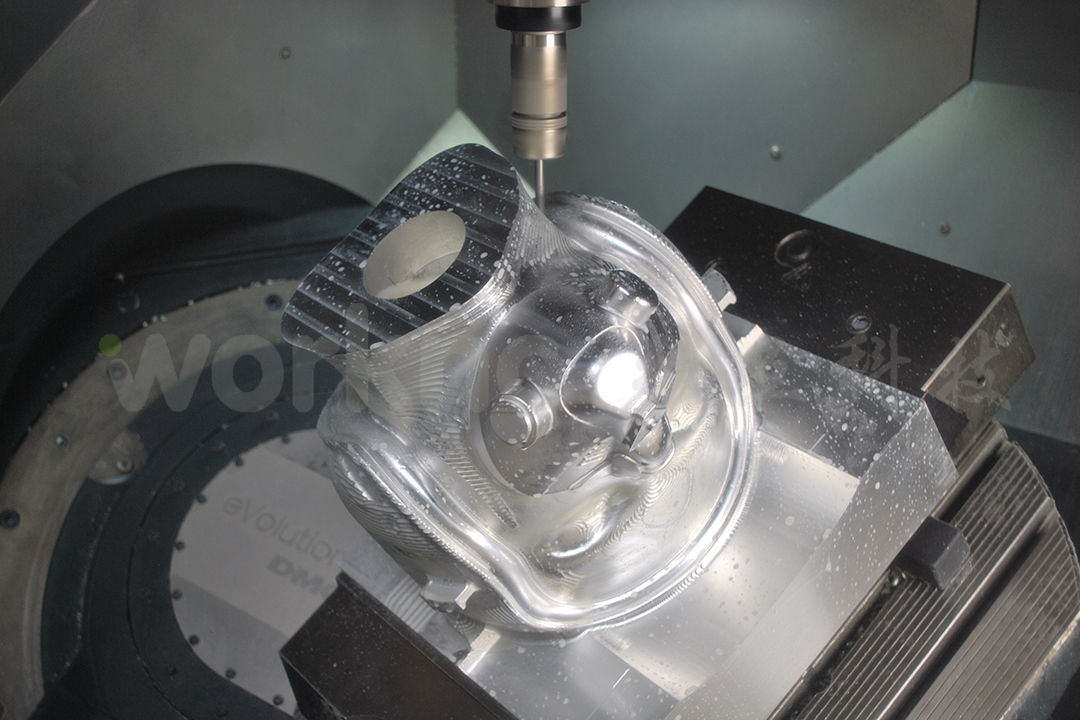
WorkNC CAD/CAM Applications Engineer Jean Philippe Rey says the DMU 60 eVo was ideal for producing the extremely complex helmet, as it combines the flexibility of modern universal milling machines with the performance of vertical machining centres. Using cutting tools from Hitachi, the NC swivelling rotary table allowed 5-axis simultaneous interpolation for optimal surface machining.

High Performance Machining
“The combination of CNC and cutting tools was perfect to machine the new reroughing toolpath which generated optimised, smooth trajectories, giving improved surface quality in all the reroughing zones – both vertical and planar. No polishing operations were needed after machining.”

Safe and reliable toolpaths
The helmet also benefitted from the Machining Context function, which grouped together all the different elements relative to the machine configuration. Denis Vernier says: “This was essential for such diverse WorkNC functionality as collision detection and automatic linking of 5-axis assembled toolpaths, which allowed us to set up all clamping systems and other fixtures to work safely, and within the limits of the machine tool.”
Intuitive & automatic programming
Because the part was so complex, there were numerous rest material zones, especially around the visor and padding zone where the helmet links to the pilot’s head. It meant WorkNC’s new Rest Material Display complete analysis tool was used extensively in preparing toolpaths, by quickly identifying the zones. “This provided important time savings, especially for roughing routines, in order to minimise the zones before the finishing phase.”

With 100 hours of CAD preparation, 120 hours of CAM programming, and 170 hours of machining time, Jean Philipp Rey says the WorkNC, the Hitachi cutting tools and the DMU 60 eVo “excelled beyond all expectation” with rapid and automatic programming, safe and reliable toolpaths, and high performance machining, to produce the helmet for exhibiting at the prestigious air show.
上海强互科技汇聚制造精英,可为客户定制各领域的自动化加工方案。欢迎来撩~
有CAM购买计划的企业申请软件试用!
更多WorkNC最新资讯,关注WorkNC微信公众号:qh_worknc


 WorkNC Industry ...
WorkNC Industry ...